移動距離の微調整
少し時間が空きましたが、移動距離の微調整をして、制度を向上させたいと思います。
先日の移動距離調整では、10mmの線を描いて調整しました。しかし、この程度ではまだ誤差が大きいと考えるようになりました。そこで実際に切削を行って、削り出したものの大きさを計測して調整していくことにします。
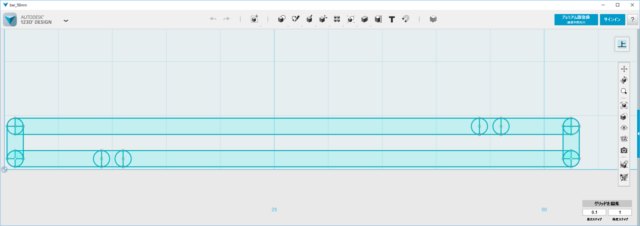 まず123D Designで、長さ50mm、幅1.5mmの棒状のものを設計(作図)します。
まず123D Designで、長さ50mm、幅1.5mmの棒状のものを設計(作図)します。
今回は、周りを削り取って、棒を残すようにしました。
続いて、DXF形式でエクスポートします。
次にG-SimpleにDXF形式のデータをインポートします。
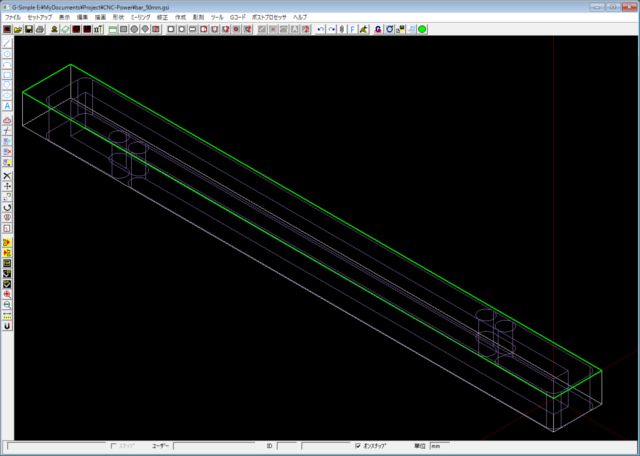 G-Simpleでは、取り込んだデータに少し加工を行って、G-Codeを作成します。
G-Simpleでは、取り込んだデータに少し加工を行って、G-Codeを作成します。
私は、出来上がったG-Codeに対してテキストエディタを使用して、動作に支障がないコマンドを削除しました。これで、少しは動作時間を減らせたと思います。
そして、ようやくMach 3に読み込ませてシミュレーションをします。
...
なかなか終わりません。
ようやく終わったときに、Mach 3に表示される実行時間を見ると、なんと2時間50分もかかっています。
たった50mmの棒を削り出すのに3時間もかかるとは。
少しあきれてしまいましたが、まだ削り始めてもいません。G-Codeにエラーがないと分かっただけです。気を取り直して削り出すことにします。
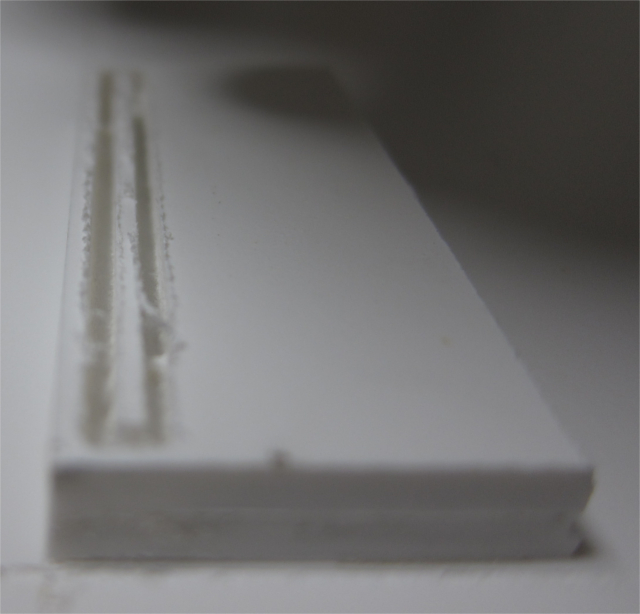 約3時間を使って削り出すことが出来ました。
約3時間を使って削り出すことが出来ました。
ノギスで計測してみます。
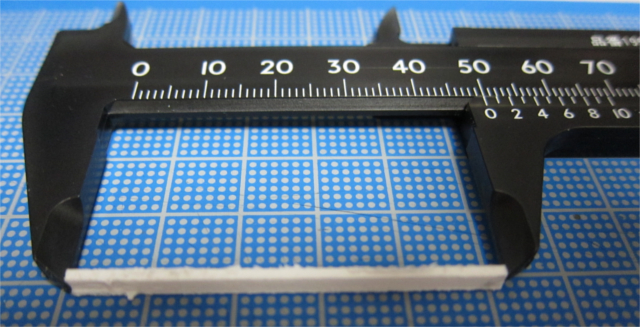 49.9mmとまあまあの成績です。0.2%の誤差です。この誤差は大きいのか許容範囲なのか、悩みどころではありますが、もう少し誤差を縮めるべく、もう一度削り出すことにします。
49.9mmとまあまあの成績です。0.2%の誤差です。この誤差は大きいのか許容範囲なのか、悩みどころではありますが、もう少し誤差を縮めるべく、もう一度削り出すことにします。
以後、納得のいくまで切削と計測、調整を繰り返します。